
盐山盛泰钢管有限公司
厂家直销 价格合理 可按需求加工
全国咨询热线 18532798685

欢迎来到盐山盛泰钢管有限公司!
×18532798685

通过微信扫一扫
更便捷的了解我们的产品

客户服务热线
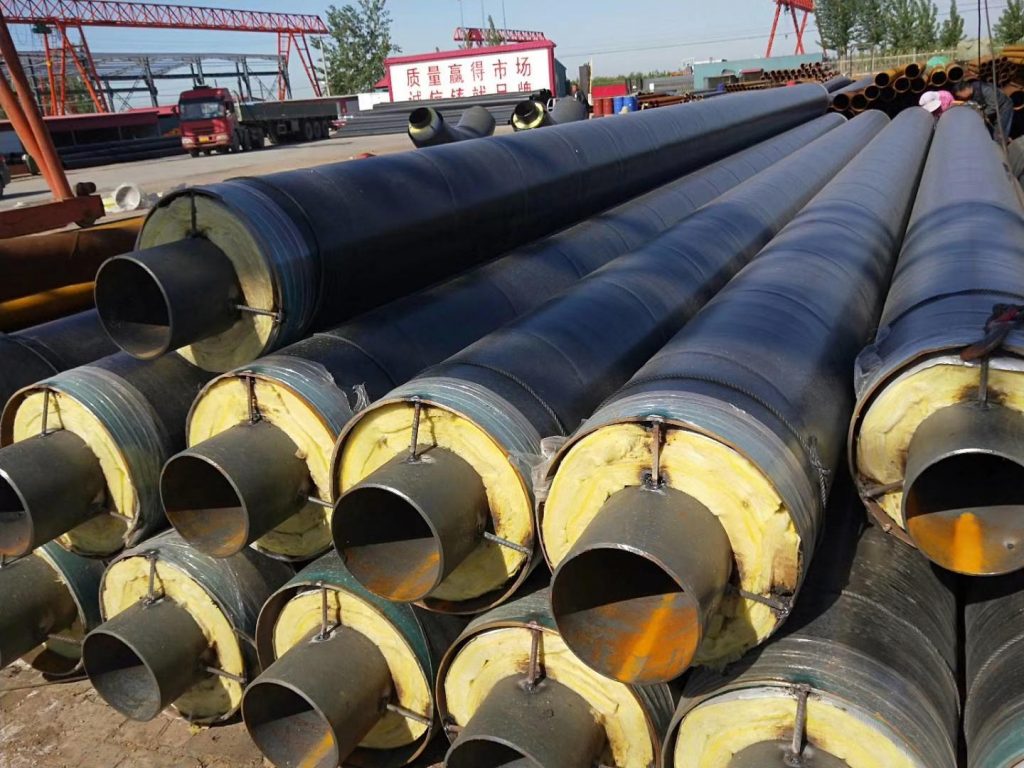
18532798685蒸汽保温钢管制造商的技术支持
蒸汽保温钢管施工工艺 1.管道要求: (1)低压流体输送管道采用螺旋缝埋弧焊钢管,材料为Q235B。弯头采用钢20压制弯头,直埋弯头R=1.5D.保温材料为超细玻璃棉,保温厚度130mm.. (2)预制直埋保温管、补偿段弯头、排水管、排气点、疏水点管件的保温预制和保温补口由直埋管厂家定制,应符合《城市供热预制直埋蒸汽保温管技术条件》CJ/T200的要求。 2.管道预制 ⑴ 管道预制前,应仔细检查管道、管件、阀门和焊接材料,符合设计要求和规范,并有材料证书或产品证书。 ⑵ 管道预制应在平台上进行,预制尺寸应按修正后的管段图进行,并应具备运输、吊装条件和调整空间。 ⑶ 管子切割 管子直径DN≤150用砂轮切割机切割;管道直径DN>200用氧乙炔焰切割。氧乙炔火焰切割后,应清理氧化铁。切口端面的倾斜偏差不大于管道外径的1%mm。 ⑷ 坡口加工 坡口加工采用坡口机、手持砂轮机、锉刀加工。斜坡和钝边端面的不平度不应大于0.5mm。蒸汽保温钢管的坡口尺寸和角度应符合要求。 ⑸ 当环境温度低于-20时,切割氧乙炔火焰℃预热40~60℃(缓冷)后切割。 3、管道焊接 ⑴ 工作管道、补偿器、阀门焊接采用氩弧焊封底、手工电弧焊填充盖面;其他焊接采用手工电弧焊。 ⑵ Q235B选用材料管焊接J422焊条,H08MnA焊丝;20号选用材料管焊接E4303(J422)焊条,H08A焊丝;氩气纯度99.99%以上。焊条应按出厂说明书和规范进行干燥和管理。 ⑶ 焊口组对 焊接口组对齐前,应清理管端内外坡口。组对时,同壁厚管件组对齐后,内壁应平整;不同壁厚管件组对齐后,错边量不得超过壁厚的10%或1%mm;错边量超过规范规定的,按规范规定处理后再组对。点焊分为三点焊,每点焊长度为15~20mm。 ⑷ 施焊 焊接时,严禁在焊件表面引弧或试验电流;分层焊接前,应打磨底层,然后进行下道焊接;表层不宜过宽,跨过两侧坡口l~2mm为宜;焊后应及时清理焊渣和飞溅物,并在焊缝附近标明焊工代码。 ⑸ 焊缝检验 焊缝检验比例为:钢套钢工作管焊缝100%X光射检查,焊口质量不低于III级。探伤数量和合格标准应符合设计要求和规范。 钢外护管焊接采用对接焊接,焊接不少于两次。焊缝应进行100%超声波检测,质量不低于现行国家标准《钢焊缝手工超声波检测方法与检测结果分类》GB11345中的III级。外护管接口应进行严密性试验,试验应符合现行国家标准《工业金属管道工程施工及验收规范》GB要求50235。不合格焊缝按规范处理。 ⑹ 环境温度低于-20℃搭棚采取采暖措施;风速≥8m/s(气体保护焊为2m/s),当相对湿度大于90%时,或下雨或下雪时,应采取防风、防雨(雪)和除湿措施;冬季焊接时,应堵塞管道两端,接质量。 ⑺ 当蒸汽保温钢管焊口被冰、霜、雨、雪、水覆盖或湿润时,应清洗干净,加热至40~60℃,以便除湿。 (8)加强蒸汽保温钢管开口。
本文版权归 盛泰钢管 所有;本文共被查阅 387 次。
当前页面链接:https://www.gangpipe.com/5453.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!

在当今的工业领域,内外涂塑钢管作为一种重要的管道材料,其应用越来越广泛。由于其优异的耐腐蚀性、耐磨性和抗压性能,它已成为许多行业中的首选材料。本文将深...
查看更多
预制直埋保温管(简称“预制保温管”或“预制管”)是一种广泛应用于供热、供冷、热油输送化工等行业的保温保冷工程。这种管由输送介质的钢管(工作管)、聚氨酯硬质...
查看更多
供暖用保温管是一种专门用于供暖行业的保温管道,也被称为“管中管法”。它由三层组成:高密度聚乙烯外保护层、聚氨酯硬质泡塑管和钢管。这种管道的设计是为了提供...
查看更多
聚氨酯发泡保温管是一种由高功能聚醚多元醇组合料和多次甲基多苯基多异氰酸酯为原料经化学反应发泡而成的管状材料。它具有容重轻、强度高、绝热、隔音、阻燃、耐...
查看更多
高密度聚氨酯保温钢管是一种由聚氨酯泡沫和钢管材料构成的管道保温材料。它具有优异的隔热性能和加工性能,在许多领域得到了广泛应用。这种保温钢管的优...
查看更多 高密度聚氨酯保温钢管是一种由聚氨酯泡沫和钢管材料构成的管道保温材料。它具有优异的隔热性能和加工性能,在许多领域得到了广泛应用。这种保温钢管的优...
查看更多
黄夹克保温钢管是一种高效节能的保温钢管,其结构由工作钢管层、聚氨酯保温层和高密度聚乙烯保护层组成。黄夹克保温钢管的特点使其在工业和民用供热管道中得到广...
查看更多
聚乙烯保温钢管是一种采用直埋供热管道技术的保温管,它由三层结构组成:工作钢管层、聚氨酯硬质泡沫塑管和钢管外的高密度聚乙烯外维护层。这种管道适用于输送在-...
查看更多 聚氨酯保温钢管是一种具有防水、防腐、隔热、隔音、防火、耐冷、耐腐蚀、轻能力等多种特性的保温钢管,已成为保温、防水堵漏、封口等工业门的重要建筑材料。聚氨...
查看更多
保温钢管是一种钢制管道,用于输送液体和气体,广泛用于化工、石油、集中供热、热网和中央空调通风管道等领域。保温钢管通常由不锈钢紧固钢带、铝箔反射层、聚氨...
查看更多 保温钢管黑夹克和黄夹克的不同之处主要在于颜色以及性能。具体来说,保温钢管黑夹克和黄夹克的区别有以下几点:颜色:黑夹克保温钢管的外部保护套管为黑色,...
查看更多 聚氨酯保温钢管的生产流程可以分为冷拔与热轧两种。一般,冷轧聚氨酯保温钢管的生产流程要比热轧要复杂。具体生产步骤如下:准备阶段:生产厂家需要准备...
查看更多
聚氨酯保温钢管是一种复合型保温材料,它由三层结构组成,包括工作钢管、聚氨酯保温层和高密度聚乙烯外护管。这种保温钢管具有许多优点,被广泛应用于供热、制冷...
查看更多 聚氨酯发泡保温钢管,全称为高密度聚乙烯塑料外护聚氨酯泡沫预制直埋保温管,由输送介质的工作钢管、聚氨酯保温层、聚乙烯塑料外护管,通过设备依次向外结合而成...
查看更多
聚氨酯预制直埋保温钢管从内到外可以分为三层结构。第一层是工作钢管层,根据设计和用户要求,一般选用无缝钢管、螺旋钢管和直缝钢管。这些钢管经过先进的抛...
查看更多期待与您的合作,欢迎给我们留言或直接拨打:18532798685

留下您的信息,我们将第一时间和您取的联系!
© 2020 shengtaiPipe Inc. 盐山盛泰钢管有限公司 Sitemap
24小时/热线:18532798685 地址:盐山经济开发区蒲洼城园区 冀ICP备2022002155号-6







